S.I. No. 71/1953 -- Standard Specification (Hard Gloss Paints and Enamels) Order, 1953.
|
S.I. No. 71/1953: STANDARD SPECIFICATION (HARD GLOSS PAINTS AND ENAMELS) ORDER, 1953. |
|||||||||||||||||||
|
STANDARD SPECIFICATION (HARD GLOSS PAINTS AND ENAMELS) ORDER, 1953. |
|||||||||||||||||||
|
I, SEAN F. LEMASS, Minister for Industry and Commerce, in exercise of the power conferred on me by subsection (3) of section 20 of the Industrial Research and Standards Act, 1946 (No. 25 of 1946), hereby order as follows : |
|||||||||||||||||||
|
1. This Order may be cited as the Standard Specification (Hard Gloss Paints and Enamels) Order, 1953. |
|||||||||||||||||||
|
2.--(1) The specification set forth in Part II of the Schedule to this Order is hereby declared to be the standard specification for the commodity described in Part I of the said Schedule. |
|||||||||||||||||||
|
(2) The said standard specification may be cited as Irish Standard 32 : 1953. |
|||||||||||||||||||
|
SCHEDULE. |
|||||||||||||||||||
|
PART I. |
|||||||||||||||||||
|
HARD GLOSS PAINTS AND ENAMELS. |
|||||||||||||||||||
|
PART II. |
|||||||||||||||||||
|
SPECIFICATION. |
|||||||||||||||||||
|
In this specification, the letters I.S., when followed by two sets of numbers, refer to the Irish Standard of which the first is the serial number and the second the year of its promulgation by the Minister for Industry and Commerce. |
|||||||||||||||||||
|
In this specification, the letters B.S., when followed by two sets of numbers, refer to the British Standard of which the first is the serial number, and the second is the year of its publication by the British Standards Institution. |
|||||||||||||||||||
|
SCOPE |
|||||||||||||||||||
|
1. This specification covers the requirements for Hard Gloss Paints and Enamels and appropriate undercoating paints. |
|||||||||||||||||||
|
CONSISTENCY |
|||||||||||||||||||
|
2. The consistency of finishing paint when determined by the method described in Appendix B shall be from 150 to 350. |
|||||||||||||||||||
|
COVERING POWER OF UNDERCOATING PAINT |
|||||||||||||||||||
|
3. The covering power of undercoating paint when determined in the manner described in Appendix C shall be not less than 80 square yards per gallon. |
|||||||||||||||||||
|
COVERING POWER OF FINISHING PAINT |
|||||||||||||||||||
|
4. The covering power of finishing paint when determined in the manner described in Appendix D shall be not less than 70 square yards per gallon. |
|||||||||||||||||||
|
DRYING TIME |
|||||||||||||||||||
|
5. The undercoating paint and finishing paint when tested in accordance with the method described in Appendix E shall conform to the requirements for drying time set out in Table 1. |
|||||||||||||||||||
|
TABLE I |
|||||||||||||||||||
|
|||||||||||||||||||
|
For the purpose of this clause the term " surface dry " shall mean a condition such that clean dry silver sand sprinkled on to the surface of the paint film and kept there for one minute, can be removed by means of a camel-hair brush without injury to the paint film. The sand used shall be graded so as to pass a No. 52 test sieve conforming to I.S. 24 : 1950, but to be retained on a No. 100 test sieve conforming to I.S. 24 : 1950. |
|||||||||||||||||||
|
For the purpose of this clause the term " hard dry " shall mean a condition such that after a slight rubbing down a second coat of the paint can be satisfactorily applied. |
|||||||||||||||||||
|
COLOUR |
|||||||||||||||||||
|
6. The colour of the finishing paint when determined by the method described in Appendix F shall correspond with that of an agreed sample similarly determined. |
|||||||||||||||||||
|
GLOSS |
|||||||||||||||||||
|
7. The finishing paint when tested by the method described in Appendix G shall show a gloss not lower than that of an agreed sample when similarly applied and tested. |
|||||||||||||||||||
|
HARDNESS |
|||||||||||||||||||
|
8. The hardness of the finishing paint when tested by the method described in Appendix H shall be such that the metal panel shall not be visible through the scratch made in the paint film. |
|||||||||||||||||||
|
FLEXIBILITY |
|||||||||||||||||||
|
9. The dried paint film when tested in the manner described in Appendix J shall not show cracking, peeling, crazing, or flaking. |
|||||||||||||||||||
|
RESISTANCE TO WATER |
|||||||||||||||||||
|
10. The dried paint film when tested in the manner described in Appendix K shall neither soften nor show any visible defect other than a slight change in colour. |
|||||||||||||||||||
|
TENDENCY TO RAIN SPOTTING |
|||||||||||||||||||
|
11. The paint when tested in the manner described in Appendix L shall show no greater tendency to rain spotting than an agreed sample similarly tested. |
|||||||||||||||||||
|
BEHAVIOUR TOWARDS FREEZING |
|||||||||||||||||||
|
12. The paint when tested in the manner described in Appendix M shall show no greater tendency to cracking, crazing or other deterioration in surface characteristics than an agreed sample similarly tested. |
|||||||||||||||||||
|
RESISTANCE TO ACCELERATED WEATHERING |
|||||||||||||||||||
|
13. The paint when tested in a manner such as that described in Appendix N shall show no loss of gloss or change of colour after exposure for 100 hours and no deterioration in surface characteristics after exposure for 250 hours. |
|||||||||||||||||||
|
If required by the purchaser the paint shall be tested against an agreed sample in a manner such as that described in Appendix N. In this case the paint shall show no greater loss of gloss or change of colour after exposure for 250 hours than an agreed sample similarly tested, and shall show no greater deterioration in surface characteristics after exposure for 500 hours than an agreed sample similarly tested. |
|||||||||||||||||||
|
WATER CONTENT |
|||||||||||||||||||
|
14. The water content of the paint, whether undercoating or finishing, when tested in the manner described in Appendix P shall be not more than 0·5 per cent. |
|||||||||||||||||||
|
SKINS AND COARSE PARTICLES |
|||||||||||||||||||
|
15. The paint when tested in the manner described in Appendix Q shall pass through a No. 80 test sieve conforming to I.S. 24 : 1950 leaving no residue of skins or coarse particles. |
|||||||||||||||||||
|
FLASH POINT |
|||||||||||||||||||
|
16. The flash point of the paint, whether undercoating or finishing, when determined by Abel's closed test shall be not below 78°F. |
|||||||||||||||||||
|
KEEPING PROPERTIES |
|||||||||||||||||||
|
17. The paint, when stored in the original sealed container for at least 6 months for undercoating paints and at least 1 year for finishing paints, shall not form a hard cake in the container, nor thicken so that its consistency does not comply with this specification, and shall be in such a condition that it can readily be mixed to a uniform condition by stirring. |
|||||||||||||||||||
|
MARKING |
|||||||||||||||||||
|
18. The containers of paint shall be marked distinctly with the manufacturer's name or mark, the date of manufacture and the net volume of the contents. In the case of finishing paint the appropriate undercoating shall be stated on the container. The colour of finishing paint shall be indicated on the container or by reference to a shade card. |
|||||||||||||||||||
|
SAMPLING AND SIZE OF SAMPLES |
|||||||||||||||||||
|
19. For the purpose of testing conformity with the requirements of this specification representative samples measuring not less than 1 pint shall be taken in triplicate from one or more original and previously unopened containers, or from the bulk during filling. The samples shall be packed in clean dry air-tight non-absorbent containers made of material on which the paint has no action. The containers shall be of a size such that they are nearly filled by the sample. Each container so filled shall be sealed and shall be marked with the date of sampling, and with sufficient information to identify the sample. |
|||||||||||||||||||
|
AGREED SAMPLES |
|||||||||||||||||||
|
20. Except where otherwise agreed between the purchaser and vendor, the agreed samples referred to in this specification shall comply with the requirements of this specification. Each sample shall measure not less than 1 pint and shall be packed in the manner described in Clause 19. |
|||||||||||||||||||
|
Appendix A |
|||||||||||||||||||
|
METHOD FOR THE PREPARATION OF TEST PANELS |
|||||||||||||||||||
|
(a) Test Panel. The test panels used for testing conformity of paints to this specification shall be 6 in. by 3 in. in area and shall consist of either low carbon sheet steel of 0·036 in. thickness or bright tin-plate of 0·0124 in. thickness. |
|||||||||||||||||||
|
Sheet steel panels shall be degreased by a suitable solvent such as acetone, benzene, or a low boiling petroleum spirit, and after evaporation of the solvent they shall be immersed for 2 to 3 minutes in a 5 per cent. solution of orthophosphoric acid (H3PO4) containing a few drops of wetting agent. After immersion the panels shall be rinsed in distilled water and dried in an oven at a temperature of 100°C. to 105°C. |
|||||||||||||||||||
|
Tin-plate panels shall be cleaned by a degreasing solvent and dried in an oven at a temperature of 100°C. to 105°C. |
|||||||||||||||||||
|
Panels prepared as described above shall be wrapped in clean paper and kept in a desiccator. They shall be handled with tongs or forceps. |
|||||||||||||||||||
|
(b) Application of Paint to Test Panel. The undercoating paint used in preparing test panels shall be appropriate to the finishing paint to be used. Using the value of the covering power of the undercoating paint determined as described in Appendix C the weight of undercoating paint to be applied to the test panel shall be calculated for the area of the panel. |
|||||||||||||||||||
|
A test panel shall be weighed and placed in a horizontal position. The undercoat shall be well mixed and shall be brushed out on the panel so as to produce a uniform film and, by means of a brush, paint shall be added to or removed from the panel until the weight of the paint film as determined by rapid trial weighings is that calculated. The painted panel shall be allowed to dry in a vertical position in a substantially dust-free atmosphere for a period of 24 hours at a temperature of 15°C. to 20°C. |
|||||||||||||||||||
|
The undercoat on the panel shall then be gently rubbed down with a No. 0 glass paper and the finishing paint shall be applied in exactly the same manner as the undercoating paint. The value of the covering power used shall be as determined by the method described in Appendix D. The panel shall then be allowed to dry under the same conditions as the undercoat and for the period of time required for the test concerned. |
|||||||||||||||||||
|
Appendix B |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF CONSISTENCY |
|||||||||||||||||||
|
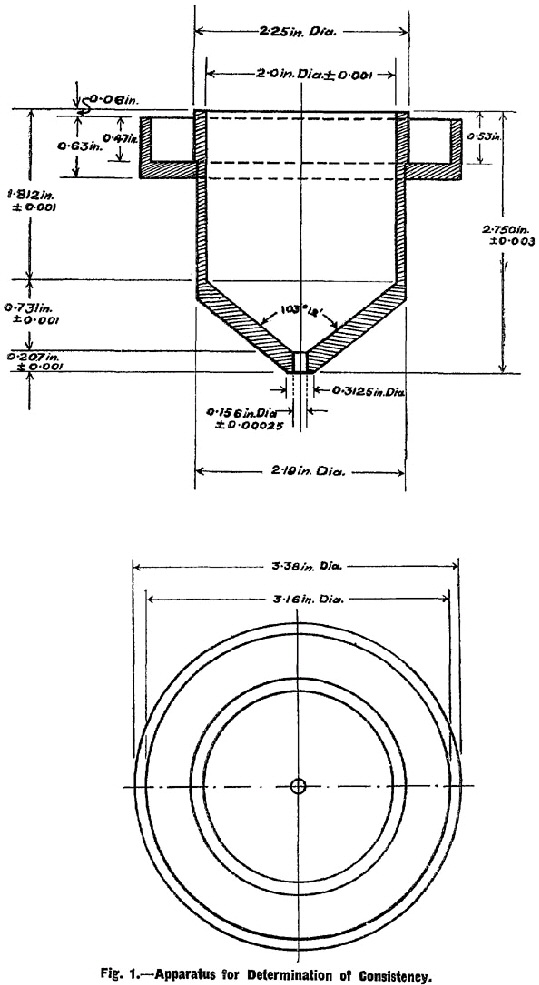
The apparatus used for this test shall be the Ford Cup No. 4 and shall be of the construction and dimensions given in Figure 1. |
|||||||||||||||||||
|
The protecting sleeve shall be removed from the apparatus and the cup with its stand placed in an air-bath maintained at a temperature of 22°C.±0·50°C. for 60 minutes. The sample to be tested shall then be allowed to remain in the same air-bath until its temperature reaches 22°C.±0·50°C. A biological water-jacketed incubator forms a suitable air-bath. |
|||||||||||||||||||
|
The apparatus shall be removed from the air-bath and levelled on its stand by means of a spirit level placed on the rim. The orifice shall be closed with one finger and the sample shall be poured into the cup until it overflows into the gallery, care being taken to reduce the formation of air-bubbles to the minimum. The surface of the paint shall be freed from bubbles if necessary and a straight edge shall be slowly drawn across the rim of the cup so that excess paint flows into the gallery. The finger shall be removed from the orifice and a stop-watch simultaneously started. The time of efflux in seconds shall be determined by stopping the stop-watch at the instant the issuing stream breaks up into drops. |
|||||||||||||||||||
|
During the course of a determination the apparatus shall be screened from air draughts. |
|||||||||||||||||||
|
The mean of three observations shall be taken as a measure of the consistency but any observation deviating from the mean by more than 1 per cent. shall be rejected and an additional determination carried out. |
|||||||||||||||||||
|
The time of efflux in seconds shall be taken as the consistency of the paint. |
|||||||||||||||||||
|
Appendix C |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF COVERING POWER OF UNDERCOATING PAINT |
|||||||||||||||||||
|
The covering power shall be determined using an opacity chart with an oil-proof surface which contains geometrical designs of adjacent black and white areas, or black and grey areas. For squared charts the length of the sides of the squares shall not exceed 5 cm. and for other types of charts such as figured charts the thickness of the black, grey or white lines shall not exceed 1·5 cm. The reflectivity of the areas, as tested by the gloss meter described in Appendix G shall be, for white 75 per cent., for grey 25 per cent. and for black 2 per cent., of that of a surface of freshly smoked magnesium oxide. The area of the opacity chart shall be not less than 1 sq. ft. |
|||||||||||||||||||
|
The weight per gallon of the paint shall be determined. The opacity chart shall be weighed to the nearest 0·1 g. and the paint shall be brushed on evenly and spread over its area. Paint shall be added to or removed from the surface with further light brushing until no difference in brightness between the adjacent areas of the chart is discernible. The chart shall then be weighed and shall be allowed to dry in a vertical position in a substantially dust-free atmosphere for a period of 24 hours at a temperature of 15°C. to 20°C. It shall then be placed in a vertical position and viewed at a distance of 6 to 9 feet. If a difference in brightness between the adjacent areas of the chart is discernible, the whole test shall be repeated using additional paint until obscuration in the dry state is obtained. From the weight of paint used the covering power in square yards per gallon shall be calculated. |
|||||||||||||||||||
|
Appendix D |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF COVERING POWER OF FINISHING PAINT |
|||||||||||||||||||
|
A number of panels of the type described at (a) in Appendix A shall each be weighed and shall be coated with the finishing paint, by means of a brush so that slightly different amounts of paint are applied to each panel. The panels shall then be weighed and shall be allowed to dry in a vertical position at room temperature in an atmosphere of 60 to 70 per cent. relative humidity. After 24 hours, the panels shall be examined, and a panel chosen in which the paint is dried to a hard, firmly adherent and flexible film with a high gloss enamel finish, free from sagging and wrinkling. If necessary the test shall be repeated until a suitable panel is obtained. |
|||||||||||||||||||
|
For the panel chosen as having the required characteristics the covering power in square yards per gallon shall be calculated from the quantity of paint applied to it. |
|||||||||||||||||||
|
Appendix E |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF DRYING TIME |
|||||||||||||||||||
|
The undercoating paint shall be applied to a test panel as described in Appendix A and the panel shall be placed in a vertical position in a well ventilated room so as to expose the paint film to diffused daylight for at least 6 hours during the drying period. During the drying period the temperature of the room shall be between 15°C. and 20°C. and shall be above the dew point. The painted panel shall be tested for surface dryness after 8 hours and for hard dryness after 12 hours. |
|||||||||||||||||||
|
The finishing paint shall be applied to a test panel which has been painted with the appropriate undercoat and has been allowed to dry for 24 hours. The finishing paint shall be allowed to dry under the conditions described above for the undercoat and shall be tested for surface dryness after 8 hours in the case of hard gloss paints and after 12 hours in the case of enamels. The finishing coat shall be tested for hard dryness after 12 hours in the case of hard gloss paints and after 24 hours in the case of enamels. |
|||||||||||||||||||
|
Appendix F |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF COLOUR |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 24 hours. The colour of the dried paint film shall then be determined by the Lovibond tintometer. A test panel shall be prepared in the same manner for the agreed sample and the colour of the dry paint film shall be similarly determined. |
|||||||||||||||||||
|
The tintometer readings for the two paints shall be compared. |
|||||||||||||||||||
|
Appendix G |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF GLOSS |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 72 hours. In applying the finishing coat care shall be taken to obliterate all brush marks and other irregularities. A test panel shall be prepared in the same manner using the agreed sample of finishing paint and its appropriate undercoat. A gloss meter shall be used for determining the gloss. |
|||||||||||||||||||
|
The gloss meter shall consist of (a) an illuminating device arranged so as to illuminate an area of approximately one sq. in. of a test panel by means of a beam of approximately parallel rays of white light incident on the surface at 45° to the normal, (b) a photoelectric cell and converging lens arranged so as to receive a beam of parallel rays leaving the surface at 45° on the opposite side of the normal, and (c) means for introducing the test panel so that five different areas of its surface may in turn be placed in the same position and so that in each case the same area may be turned about the normal through 90°. The illuminating device shall consist of a 100 watt tungsten filament projection type lamp running at its rated volts and a converging lens so arranged with suitable diaphragms as to deliver a beam of approximately parallel rays which have not suffered reflection between the filament and the test surface illuminated, the area thereof illuminated being approximately one sq. in. The photoelectric cell shall be of the type described in Appendix E of B.S. 1053 : 1942. It shall receive the reflected light through a converging lens in the focal plane of which a suitable diaphragm is placed so as to limit the rays to those which have left the test surface approximately at 45° to the normal. The photoelectric cell shall be placed behind this diaphragm so as to be uniformly illuminated over the major part of its sensitive surface. A suitable sensitive low resistance galvanometer shall be connected to the cell with such shunting resistance as may be necessary to give adequate scale readings. All internal parts of the apparatus shall be painted dead black and unless the apparatus is completely enclosed the measurements shall be carried out in a dark room. |
|||||||||||||||||||
|
Five distinct areas of the test panel shall be examined and for each one of them the test panel shall be turned about the normal through a right angle and the galvanometer readings taken. The mean of the ten galvanometer readings shall be taken as the gloss. |
|||||||||||||||||||
|
Appendix H |
|||||||||||||||||||
|
METHOD FOR THE TESTING OF HARDNESS |
|||||||||||||||||||
|
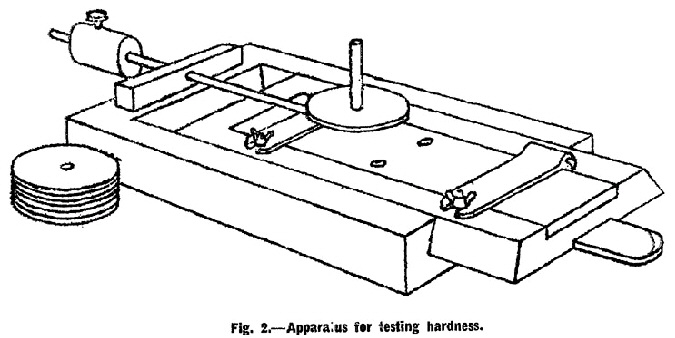
The apparatus shall be of the general construction shown in Figure 2. It shall consist of a grooved hardwood or metal frame provided with a sliding unit on which the test panel is supported and clamped. A loading platform is mounted above the apparatus and has a needle attached to it in such a way that the point of the needle rests on the test panel. The needle shall be of alloy steel provided with a tungsten carbide or sapphire hemispherical point 1 mm. in diameter. The terminal diameter of the needle shall be not less than 0·95 mm. |
|||||||||||||||||||
|
A sheet steel test panel shall be weighed and finishing paint shall be applied to it until the weight of the paint film as determined by rapid trial weighings corresponds to a thickness of 0·002 in. to 0·003 in. The paint shall be brushed out to a uniform film and allowed to dry for 72 hours. |
|||||||||||||||||||
|
The test panel shall be clamped to the supporting plate of the apparatus and the slide pushed into its inner position. A weight of 500 g. shall be placed on the loading platform and the needle shall be gently lowered on to a small hard surface with an evenly tapered edge, such as a razor blade, placed on the paint surface of the test panel directly under the needle. The sliding unit shall be withdrawn so that the needle moves uniformly over the test panel at the rate of 2 inches per second. The scratch produced in the paint film shall then be examined. |
|||||||||||||||||||
|
Appendix J |
|||||||||||||||||||
|
METHOD FOR TESTING FLEXIBILITY |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 72 hours. The test panel with the painted surface uppermost shall be placed over a ¼ in. mandrel and bent rapidly through 180°. It shall then be examined visually. The time of bending shall be not less than one second and not more than 1·5 seconds. The test shall be carried out at room temperature. |
|||||||||||||||||||
|
Appendix K |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF RESISTANCE TO WATER |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 72 hours. The panel shall be placed vertically in distilled water so that it is immersed to a depth of 3 inches. The temperature of the water shall be 15°C. to 20°C. and the panel shall be kept immersed for a period of 16 hours. The test panel shall then be withdrawn, shaken to remove surface water, and allowed to dry in a dust-free atmosphere at a temperature of 15°C. to 20°C. The test panel shall then be examined visually. |
|||||||||||||||||||
|
Appendix L |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF TENDENCY TO RAIN SPOTTING |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 72 hours. The panel shall be supported in a vertical position and a light spray of distilled water allowed to impinge on the paint surface for 2 minutes. The test panel, which shall not be wiped or disturbed, shall be allowed to dry overnight and then examined. This procedure shall be repeated at five 24 hour intervals. The agreed sample shall be tested in a similar manner, and the paint surfaces of the two test panels then compared. |
|||||||||||||||||||
|
Appendix M |
|||||||||||||||||||
|
TEST FOR BEHAVIOUR TOWARDS FREEZING OF FRESHLY PAINTED PANELS |
|||||||||||||||||||
|
A test panel shall be prepared with an undercoat and finishing coat as described in Appendix A. The finishing paint shall be spread as evenly and carefully as possible so as to reduce surface irregularities to a minimum. |
|||||||||||||||||||
|
The freshly painted panel, without any intermediate drying, shall be suitably supported in a horizontal position, with the painted surface uppermost, in a refrigerating chamber maintained at a temperature of -8°C.±1°C. for 16 hours. At the same time an agreed sample shall be tested in a similar manner and the two test panels compared. |
|||||||||||||||||||
|
Appendix N |
|||||||||||||||||||
|
METHOD FOR CARRYING OUT ACCELERATED WEATHERING TEST |
|||||||||||||||||||
|
The apparatus for carrying out this test consists of a galvanised tank capable of being rotated by means of a motor at a uniform speed about a vertical axis. A spray of water is centrally arranged within the tank, the spray being derived from an overhead storage tank 6 ft. above the level of the spray tube. The jet of water is atomised by means of a jet of air delivered at a pressure of 7 to 8 lb. per sq. in. A carbon are lamp is suspended 7 to 9 in. eccentrically from the water spray. The lamp used shall consist of a vertical electrical arc burning solid pure carbons of ½ in. diameter and consuming a current of approximately 13 ampere with a voltage drop across the carbons of 90 to 100 volts. The lamp is enclosed in a cylindrical globe of clear colourless heat-resisting boro-silicate glass, 0·059 in. thickness and not less than 7 in. diameter. The inner surface of the tank is provided with drainage channels which serve as supports for the panels being tested. The tank is fitted with a removable lid. |
|||||||||||||||||||
|
The tank shall be revolved at the rate of 3 revolutions per hour, so that test panels mounted in it are exposed to alternate wetting and drying periods during each revolution of the tank. The water used to produce the spray shall consist of rain water or of water having a pH value of between 6 and 8. |
|||||||||||||||||||
|
Two test panels shall be prepared with an undercoat and finishing coat as described in Appendix A and the finishing coat shall be allowed to dry for 168 hours. One of these panels shall be tested in the apparatus and the other retained for comparison. |
|||||||||||||||||||
|
During each day of the testing period the panel shall be kept for 21 hours in the rotating tank and for two hours in a refrigerator maintained at a temperature of 0°C. to -5°C. The panel on removal from the refrigerator each day shall be compared closely with the untreated panel. |
|||||||||||||||||||
|
Appendix P |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF WATER CONTENT |
|||||||||||||||||||
|
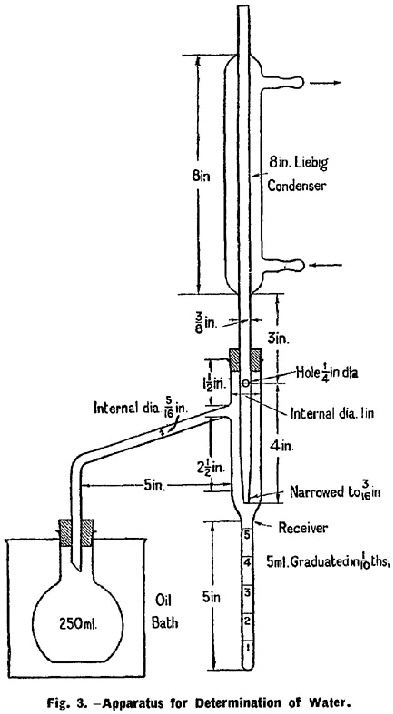
The apparatus shown in Figure 3 shall be used for the determination of the water content. 100 g. of the paint shall be weighed in the flask and 100 ml. of petroleum spirit, boiling between 75°C. and 85°C., and 1 ml. of dry amyl or ethyl acetate shall be added, and the contents of the flask then well mixed. Petroleum spirit shall be poured into the receiver up to the level of the side tube. The flask shall be connected to the apparatus and shall be immersed in an oil bath containing sufficient heavy mineral oil to cover it to the neck. The flask shall be heated to a temperature such as will keep its contents boiling briskly. Distillation shall be continued until no further water collects in the receiver. At the end of the distillation any water still clinging to the condenser tube shall be released and caused to fall into the receiver by pushing a wire, or a small camel-hair brush attached to a glass rod, through the condenser tube from the top and any condensed water on the sides of the receiver shall be dislodged after dismantling the upper part of the apparatus. The volume of water in the receiver shall be noted and its weight calculated as a percentage of the original weight of the paint. |
|||||||||||||||||||
|
Appendix Q |
|||||||||||||||||||
|
METHOD FOR THE DETERMINATION OF FREEDOM FROM SKINS AND COARSE PARTICLES |
|||||||||||||||||||
|
The paint sample shall be well mixed and 20 g. of the paint shall be poured through a No. 80 test sieve conforming to I.S. 24 : 1950. Any residue remaining on the sieve shall be washed with white spirit, not under pressure, and gently brushed with a soft camel-hair brush. |
|||||||||||||||||||
|
" |
|||||||||||||||||||
|
|
|||||||||||||||||||
|
" |
|||||||||||||||||||
|
GIVEN under my Official Seal this 16th day of February, 1953. |
|||||||||||||||||||
|
(Signed) SEAN F. LEMASS, |
|||||||||||||||||||
|
Minister for Industry and Commerce. |
|||||||||||||||||||
|
|
|||||||||||||||||||